

 |
| 加气砖设备 |
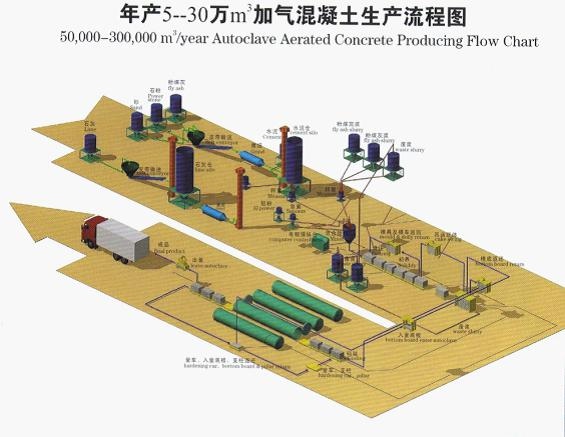
| 加气砖设备多采用粉煤灰为原材料,粉煤灰加气块设备为常见的加气块设备一种 加气块也叫加气混凝土砌块是以硅质材料(如粉煤灰)和钙质材料(如生石灰)按一定重量比配合,再加外加剂和发气剂进行搅拌、浇注、发气后进行切割并在一定温度和压力下水热合成的人造石。它是节能利废的产品,具有轻质、保温隔热性能,产品本身可锯可钉,装修方便,是城市高层框架结构用得较多的理想的围护墙体材料。原材料有粉煤灰、生石灰、水泥、石膏、铝粉膏和稳泡剂等。 加气砖设备对原材料的质量要求如下: 一、原材料的质量要求: 1、粉煤灰的质量要求: 粉煤灰的质量应符合《硅酸盐建筑制品用粉煤灰》(JC/T409-2001)的要求。 细度(0.045μm方孔筛筛余量):Ⅰ级不大于30.0%;Ⅱ级不大于45.0%;Ⅲ级不大于55.0%; 标准稠度用水量:Ⅰ级不大于50.0%;Ⅱ级不大于58.0%;Ⅲ级不大于60.0%; 烧失量:Ⅰ级不大于7.0% ;Ⅱ级不大于12.0;%Ⅲ级不大于15.0%; 二氧化硅含量:不小于40.0%; 三氧化硫含量:不大于2.0%; 苛性碱的含量:不大于2.0%; 铁矿物的含量:不大于15.0%; Ⅲ级粉煤灰不适用于蒸压加气混凝土砌块; 粉煤灰的放射性要求应符合国家标准的GB6763的规定。 2、生石灰的质量要求: 活性氧化钙的含量: 不小于80%; 细度(0.08mm筛筛余量):小于10%; 氧化镁的含量:不大于2%; 消化温度为:53℃; 消化速度为:10~15min; 过烧石灰含量:不大于2%。 3、水泥的质量要求: 其水泥的质量要求应符合国家标准GB175-1999的要求。 4、石膏的质量要求: 采用二水石膏,其质量要求应符合国家标准。 CaSO4・2H2O含量:不小于85%; 五氧化二磷含量:不大于3%; 初凝时间:不小于6min; 终凝时间:不大于30min。 5、铝粉膏的质量要求: 加气砖用铝粉膏应符合JC/T 407-2000的规定。 油剂型铝粉膏要求:其固体份GLY75≥75%或GLY65≥65%,固体中活性铝≥90%;水剂型铝粉膏要求:其固体份GLS70≥70%或GLS65≥65%,固体中活性铝≥85%。0.075mm筛筛余量≤3.0%。 油剂型铝粉膏发气量要求达到:4min为50%-80%;16min≥90%;30min≥99%; 水剂型铝粉膏发气量要求达到:4min为40%-60%;16min≥90%;30min≥99%。 二、在加气砖设备生产中各种原材料的作用: 1、石灰:提供有效氧化钙与硅质材料中的SiO2、Al2O3反应,生成水化产物,形成制品的强度。石灰还提供碱度,使之与铝粉膏发气。石灰水化时放热,促使坯体硬化。 2、粉煤灰:提供硅质材料与钙质材料中的CaO反应,生成水化产物,贡献制品的强度。粉煤灰还可作骨架,减少混凝土制品的收缩性。 3、水泥:提供钙质材料,贡献加气砖的强度。水泥主要作用是保证浇注的稳定性、加速坯体的硬化和切割时的坯体塑性强度。 4、石膏:贡献坯体的强度。由于在静停过程中,生成水化硫铝酸盐(钙)和C-S-H凝胶,使坯体在蒸压过程中出现温度差应力和湿度差应力的承受能力增强。还提高制品的强度和降低收缩性,提高抗冻性。促使水化反应过程,促进托贝莫来石转化,形成强度,且抑制水石榴子石生成,使收缩值小。还延缓料浆稠化速度,延缓水泥凝结速度,抑制石灰消解,降低石灰溶解度,消解温度也降低。 用于加气砖的石膏品种有:二水石膏、半水石膏和硬石膏。但在生产实践中,国内外未见用半水石膏的,因它脱水造成假凝,使浇注不稳定。在混磨工艺中,要防止二水石膏脱水,则要求混合料出磨温度<70℃;若混合料出磨温度>70℃时,则要求中间仓贮存时间为2~3小时,边磨边用边浇注。可以用工业废石膏代替天然二水石膏,直接加入搅拌机中,不参加混磨。若用天然硬石膏代替天然二水石膏时,可参加混磨,此时出磨温度不受限制。 5、水:加水目的是保证料浆各组成材料能搅拌均匀,保证料浆能顺利浇注入模,并能正常进行发气和初凝。用水量用得是否最佳,能影响料浆发气和凝结过程,最终影响材料气孔结构。加水过多,使料浆过稀,铝粉和氢氧化钙反应加速,同时使加气混凝土料浆凝结时间延续,导致发气和凝结时间不能同步,造成料浆沉陷和沸腾现象,致使加气混凝土气孔结构破坏,影响制品质量。用水量过少,除了搅拌和浇注受影响外,将使料浆在发气过程未结束前,过早凝结,严重时使料浆发气不足,引起制品开裂。 6、稳泡剂:是表面活性物质,降低表面张力。稳泡剂浓度增加,表面张力降低多,达到一定浓度时,表面张力不再变化了。表面活性剂具有发泡能力和稳泡性能。 三、粉煤灰加气砖设备基本工艺流程 1、粉煤灰加气砖生产工艺流程图: 四、加气砖设备生产线工艺流程概述: 1、生石灰、石膏: 块状生石灰和袋装石膏粉进厂后,分别堆放于原料堆棚内。 生产用料时,将块状生石灰用铲车送入受料斗,经皮带输送机送入破碎机中破碎,再经斗式提升机至磨头仓待用。破碎机设一台收尘器,磨头仓设一台收尘器。 2、水泥、粉煤灰: 散装水泥采用水泥散装罐车运入,由车上自备气力输送系统将其送入水泥库。粉煤灰由电厂干粉煤灰排灰管道,接至厂内的粉煤灰库,用气力输送至粉煤灰库。 生产用料时,粉煤灰经螺旋秤按配比计量,再经螺旋输送机和斗式提升机送入球磨机。用作骨料的粉煤灰直接由库底称量输送至打浆机,此时废浆贮罐中料浆经计量后,加入打浆机中打浆,再泵送至料浆贮罐待用。 进入各自磨头仓的物料,即生石灰、石膏分别经给料机均匀给料至皮带电子秤和螺旋电子秤,粉煤灰直接由贮库计量,最后按一定配比计量的原材料送至球磨机磨细。采用的是混合胶结料工艺,它是将石灰、石膏及部分粉煤灰(其用量为粉煤灰总用量的20%~25%)的混合料在球磨机中进行混合干磨而得。胶结料的比表面积要求达到4000~6000cm2/g,水泥和未经磨细的骨料粉煤灰直接使用。 3、铝粉膏、外加剂: 铝粉膏、外加剂均由汽车运入厂内,分别存放于原料库中。用料时用小车推至配料楼,提升至配料楼铝粉搅拌机旁,按确定配比加水一起搅拌成浆备用。 4、配料浇注: 水泥、混合胶结料经电子秤称量,粉煤灰浆经计量罐计量,按比例配入搅拌机中,铝粉膏、外加剂混合料浆经铝粉膏搅拌机搅拌后直接输入搅拌机中,各组成材料按水、废浆及粉煤灰混合浆、混合胶结料、水泥、铝粉膏及外加剂混合料浆顺序投入固定式搅拌机中进行规定时间的搅拌。搅拌时同时送入蒸汽,以提高料温。 搅拌好的料浆随后浇注入模,采用定点浇注工艺。此工艺方法便于与热室初凝相结合,实现流水作业生产,避免了移动浇注工艺在车间温度较低时,其生产受到气温影响的缺点。 5、热室初凝: 浇注好的模具经电动摆渡车顶推机械送入热室初凝养护室内,料浆的初凝过程在初凝养护室内完成。 6、坯体切割: 达到切割强度的坯体连同模框,由行车采用负压吊具,吊到已装好蒸压底板的切割机上,吊具升起的同时即卸去模框,然后切割机即按照预先设定的尺寸规格进行坯体的纵、横、水平方向的切割。 坯体切割完毕后,切割下来的部分料及废料,经加工成废料浆,泵送至配料楼顶层的废浆贮罐加入粉煤灰送至打浆机中重复使用。 7、热室静停: 切割后的坯体经吊车吊至蒸养小车,每个小车上叠放两模坯体,叠放坯体的小车,再由摆渡车过渡至养护区,由卷扬机拉至热静停室,进行编组预养,每五辆小车编为一组。 8、蒸压养护: 预养后,带坯体的蒸养小车由卷扬机一次拉入Ф2×21m蒸压釜(每釜五车)内,釜内已养护好的五车制品同时被拉出。然后关闭釜门,抽真空后送入蒸汽,进行预定制度的升温升压、恒温恒压、降温降压的蒸压养护,养护周期为12小时。 9、成品吊运: 蒸压养护结束后,带制品的小车由卷扬机拉出,并在成品吊运车间中停放一定时间(冷却)后,由普通吊具将成品吊至平板托车上,由电瓶车拖至成品堆场,经人工检查分等级后分别堆放,底板经人工清理涂油后,连同蒸养小车经横移车运到回车道,再返回至切割车间备用。 五、生产规模: 年产5万m3粉煤灰加气砖设备;年产10万m3粉煤灰加气砖设备;也可以建年产20万m3粉煤灰加气转设备。 其它产量可以依此类推。 六、产品品种规格: 产品的尺寸规格:长度:600mm;宽度:100mm、125mm、150mm、200mm、250mm、300mm/120mm、180mm、240mm;高度:200mm、250mm、300mm. 强度级别:A1.0、A2.0、A2.5、A3.5、A5.0、A7.5、A10七个级别。 密度级别:B03、B04、B05、B06、B07、B08六个级别。 也可以根据实际要求生产其他规格的产品。 七、工作制度: 采用三班制连续周生产,法定假日10天,大、中修为55天。全年生产天数为300天。 八、项目服务: 感谢您翻阅本公司给您拟定的可行性报告,公司工程部、技术部具有此项目的专业人员,可从项目立项的初期进行周到的技术咨询服务,直至为您提供全套设备,并为您今后企业的基建施工设计、设备安装调试、代培操作维修技术直到您生产出合格的产品提供全方位的服务。具体服务项目将以协议条款为准。 |

 |
|
|
|






